Raw materials account for 70%–80% of the selling price for wire and cable products, according to UL Solutions. When poor reel handling causes cable kinking, crushing, or scrap, those losses hit the most expensive part of your operation directly.
This guide covers proven practices for reel storage, cable spooling and unspooling, routine inspection, safe transport, and repair-versus-replacement decisions. It's written for wire manufacturers, cable producers, rope manufacturers, and wire product shippers who depend on steel reels, bobbins, and spools every day.
Key Takeaways
- Store reels upright on dry, level surfaces — never flat on flanges for extended periods
- Apply consistent tension during spooling; always start at the flange and advance evenly
- Inspect reels before loading, after return from shipping, and at regular storage intervals
- Use proper lifting bars through arbor holes — never chain around flanges or lift by them
- Treat minor damage with repairs, structural deformation with reconditioning, and fractured arbor holes or severe flange fractures as replacement candidates
Why Proper Reel Management Matters
Reels are capital assets, not disposables. A bent flange from a careless forklift approach, a cracked arbor hole from repeated heavy use without maintenance, or a reel stored flat for months — each of these shortens asset life and creates downstream problems for cable quality.
The cost exposure is real. Since raw materials make up the bulk of wire and cable product value, any cable scrapped or reworked due to reel-induced kinking, crushing, or contamination hits margins hard.
UL Solutions notes that waste and scrap are especially costly when nonconformance isn't identified until late in the production process.
Good reel management also extends beyond physical handling. It includes:
- Documentation — recording reel condition before and after each use cycle
- Labeling — distinguishing loaded reels from empty ones, and flagging reels awaiting repair
- Tracking — maintaining inspection history by reel ID to support repair-vs.-replace decisions
Operators who treat reels as tracked assets — rather than interchangeable equipment — replace them less often and spend less time troubleshooting production disruptions tied to preventable reel failures.
Best Practices for Wire Reel Storage
Choosing the Right Storage Environment
Steel flanges and arbor holes are precision surfaces. Even modest surface rust creates mechanical interference during payoff. Over time, that corrosion accelerates flange cracking.
Storage requirements to follow:
- Dry, covered facilities — protect against moisture and temperature swings that cause condensation
- Smooth, hard, level flooring — debris under a flange can deform it; uneven surfaces cause tip-over risk
- No standing water or soil contact — direct ground contact accelerates corrosion on steel components
- Stable temperatures — ambient storage should stay below 50°C, per Bridon-Bekaert guidance for wound wire rope products

Reel Orientation and Stacking Rules
Storing reels flat or overstacking them are two of the most common — and most preventable — sources of reel damage.
Prysmian's reel handling guidelines state that drums must always be stored with flanges vertical. Long-term stored drums should be rolled 90 degrees every three months to prevent flat spots and distribute any stress on wound cable layers.
Additional rules:
- Never store loaded reels flat on their flanges — this deforms flanges and can damage wound product permanently
- Limit stacking of empty reels — overstacking causes flange deformation, tip-over hazards, and makes lower reels difficult to retrieve safely
- Nest only reels of similar size and always secure stacked groups
- Separate empty reels from loaded reels — use clear labeling to prevent accidental handling of wound product
- Keep protective lagging (the outer wood covering that shields wound cable layers) in place throughout storage
Protecting Wound Cable on Stored Reels
Cable ends left exposed during storage absorb moisture, UV, and physical contact damage that's often invisible until the product fails downstream.
Protect wound cable by:
- Install end caps on cable ends immediately after any cutting — reseal cut ends before returning a reel to storage
- Wrap exposed outer layers with UV- and moisture-resistant covering for reels stored outdoors or near loading doors
- Verify lag installation is intact before storage; lagging holds wound layers in position and prevents outer wraps from loosening and dropping
Safe Cable Spooling and Unspooling Techniques
Spooling Cable Onto a Reel
Base layers in multiple-layer spooling must be wound under tension. As Union Wire Rope's handbook explains, skipping this step causes upper-layer "pull-in" — where outer winding pressure collapses loose inner layers, trapping and kinking cable that later needs to unspool cleanly.
Correct spooling approach:
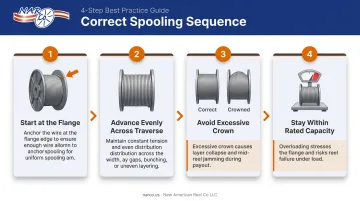
- Start at the flange — never begin in the center of the traverse
- Advance evenly across the full traverse width before building the next layer
- Avoid excessive crown — a raised center section stresses both the reel core and the flanges
- Stay within rated capacity — NEMA WC 26 defines maximum strength capacity as both a weight and a volumetric limit; overloading causes flange bowing, core buckling, and cable damage
Unspooling Cable Without Damage
Two payoff methods serve different applications. Using the wrong one causes permanent cable damage — so match the method to your product type:
- Over-end payoff (cable pays off over the reel flange as the reel sits stationary) — appropriate for twisted products where rotation would add or remove lay; cable twists with each revolution if the reel rotates instead
- Side payoff / rotating-axis stand — appropriate for non-twisting products; the reel rotates on a spindle, and cable pays off from the side
Brake control matters as much as payoff method. Overrun from insufficient braking causes cable tangling and spindle damage. Abrupt braking snaps cable under tension. Use payoff stands with adjustable, controlled brake tension matched to your cable weight and reel size.
The same principle applies when rewinding reel-to-reel. Encore Wire recommends a minimum 20 feet between reel flanges — enough distance for the cable to straighten fully before winding onto the take-up reel.
Wire Reel Inspection and Routine Maintenance
What to Inspect and How Often
Establish a documented inspection schedule tied to use cycles. Narco recommends daily visual checks for rust, dents, or loose parts; weekly cleaning and fastener inspection; and monthly deeper structural inspections.
Key inspection points on each steel wire reel:
| Component | What to Check |
|---|---|
| Flanges | Cracks, bends, missing sections, surface deformation |
| Core/barrel | Buckling, dents, weld integrity |
| Arbor holes | Wear, ovalization, wall deformation |
| Lags | Warping, missing fasteners, looseness |
| Welded joints | Cracks, incomplete fusion, rust at weld seams |
Track inspection results by reel ID. A reel with a documented repair history is a known asset; one with unknown provenance is a liability when repair-vs.-replace decisions arise.
Common Damage Patterns and What They Signal
Bent or cracked flanges are almost always caused by impact — forklift tines inserted bare through an arbor hole, drop damage, or overloading. These aren't cosmetic. A bent flange creates uneven winding geometry that damages cable on the next load. A cracked flange can fail structurally mid-use.
**Worn or deformed arbor holes** signal repeated heavy-duty use without maintenance. An out-of-round arbor hole causes the reel to wobble on paying-off equipment, producing uneven tension, surface abrasion on wound cable, and accelerated wear on payoff equipment bearings.
Narco's Reconditioning and Repair Services
Most damage patterns described above are repairable. Narco has handled steel wire reel and bobbin reconditioning since 1999, working across reel sizes from 3" to 96" in diameter.
Their repair capabilities cover:
- Flange straightening and press work for warping and deformation
- Rim repairs and drive pin hole repair or replacement
- Arbor tube repair or replacement, including resizing to fit different equipment
- Welding, fabricating, and machining for damage outside standard repair categories
Standard reconditioning includes blasting, repainting, stenciling, and dynamic balancing. For most reels with documented damage, this brings total cost well below new reel procurement.
Transporting and Loading Reels Safely
Most transport damage is preventable. These rules cover the three handling scenarios where reels take the most abuse: forklift moves, truck and rail shipments, and overhead lifts.
Forklift Handling
- Use reel handlers or cradles — inserting bare tines through the arbor hole deforms the hole and destabilizes the load
- Approach loaded reels at controlled speed; sudden stops shift the load's center of gravity
- Keep tines fully under both flanges when lifting without a cradle, per Prysmian's forklift guidance
Truck and Rail Transport
- Ship reels upright (flanges vertical) and chocked from both sides — Electro-Federation Canada states reels must not be shipped upended or flat-side down; reels arriving that way should be rejected or thoroughly inspected
- Distribute load weight evenly across the truck bed to minimize flange stress from transit vibration
- Chain heavy reels for transit, with protection between chain and flange surfaces
Overhead Lifting
- Install a mandrel through the arbor hole and attach slings to it — or use a spreader bar approximately 6 inches longer than the overall reel width, per CED Engineering guidance
- Never chain around flanges or lift by a flange; chain side pressure crushes flanges and Prysmian explicitly warns that lifting by a flange can break it from the barrel
- Verify that sling or rigging capacity matches the combined weight of the reel plus its wound product
Extending Reel Life: Repair, Reconditioning, and Replacement
Repair vs. Recondition vs. Replace: How to Decide
Use this framework as a starting point — reel history and a professional assessment should always inform the final call:
| Condition | Appropriate Action |
|---|---|
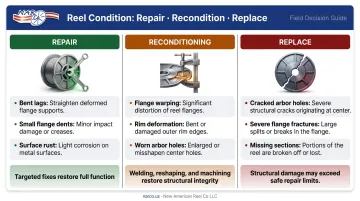
| Bent lags, small flange dents, surface rust | Repair — targeted fixes restore function |
| Flange warping, rim deformation, worn arbor holes without cracking | Reconditioning — welding, reshaping, and machining restore structural integrity |
| Cracked arbor holes, severe flange fractures, missing sections | Evaluate for replacement — structural damage this extensive may exceed what reconditioning can safely address |
Document reel history at every stage. Reels with multiple repair events in a short span, or recurring damage at the same failure point, are replacement candidates — no matter how manageable any single incident looks in isolation.
Steel wire reels represent meaningful capital. Professional reconditioning through welding, machining, and structural restoration extends service life at a fraction of new reel cost. Narco has provided exactly this kind of reel recovery since 1999, returning damaged reels to operational spec rather than sending them to scrap prematurely.
Dynamic Balancing and Why It Matters
Any reel running on high-speed paying-off or take-up equipment needs to be dynamically balanced. An unbalanced reel vibrates at operating speed, which causes:
- Uneven cable tension during payoff
- Surface damage to wound cable from oscillating contact pressure
- Accelerated wear on payoff stand bearings and spindles
- Product defects that don't appear until downstream quality checks
Correcting that weight distribution lets the reel run smoothly across its full operating speed range. Narco includes dynamic balancing in their standard reconditioning package and applies it to both newly fabricated reels (including their fully machined DIN 46397 and semi-machined lines) and previously repaired reels across their full size range.
Frequently Asked Questions
How should wire reels be stored to prevent cable and reel damage?
Store reels upright (flanges vertical) on a smooth, dry, level surface, chocked from both sides. Keep them away from moisture, chemicals, and extreme heat. If cable has been cut from a stored reel, reseal the end immediately to prevent moisture ingress and conductor damage.
What are the most common signs that a steel wire reel needs repair or reconditioning?
Look for bent or cracked flanges, out-of-round or deformed arbor holes, warped or missing lags, and visible cracks at welded joints. Any of these defects should be addressed before the reel is loaded again — each one accelerates wear on both the reel and the payoff equipment it runs on.
How do you prevent cable kinking during unspooling?
Match the payoff method to the cable type — over-end for twisted products, side payoff for non-twisting cable. Use a payoff stand with adjustable brake tension to prevent overrun, and maintain consistent, controlled payout speed. Abrupt starts and stops are the most common cause of kinking and loop formation.
What is dynamic balancing of a wire reel and why is it important?
Dynamic balancing corrects uneven weight distribution in a reel so it runs without vibration at operating speeds. An unbalanced reel causes tension inconsistencies during payoff, surface damage to wound cable, and premature bearing wear on payoff equipment — failures that grow more costly the longer they go unaddressed.
When should a wire reel be replaced rather than repaired?
Replace when structural damage — fractured flanges, severely deformed cores, or cracked arbor holes — cannot be safely or economically restored. A reel reconditioning specialist like Narco can assess whether welding or machining makes financial sense versus sourcing a new reel.
How does proper reel management reduce costs in wire manufacturing operations?
Good storage, handling, and timely maintenance prevent reel-induced cable scrap, reduce reel replacement frequency, and cut unplanned downtime. Since raw materials dominate wire and cable product costs, protecting wound cable from handling damage directly protects your margin on every reel that ships.