The distinction between these two reel types comes down to how they're constructed and where that construction matters operationally. A reel that performs reliably at 40+ m/s on a continuous multi-block drawing machine has very different requirements than one used to ship finished wire to a customer. Getting this wrong costs more than the reel itself.
This article covers what defines each reel type, a side-by-side comparison of their key characteristics, and a practical framework for choosing the right option for your specific machine and application.
Key Takeaways
- Semi-machined reels have critical contact surfaces (bore, hub, flange faces) precision-machined for dimensional accuracy at controlled cost
- Flat plate reels use flanges cut or pressed from flat steel plate with minimal machining, keeping upfront cost low for slower-speed or shipping applications
- Semi-machined reels are the standard choice for high-speed drawing machines where runout and dynamic balance are non-negotiable
- Flat plate reels work well for stranding, wire rope, welding wire, and one-way shipping where precision is secondary to structural strength
- Misapplying either type generates hidden costs — vibration, wire defects, bearing wear, or unnecessary spend on precision you don't need
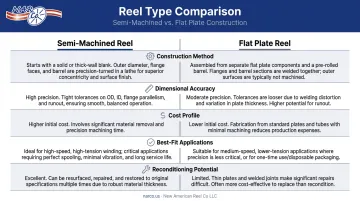
Semi-Machined vs. Flat Plate Reels: Quick Comparison
The table below captures the key differences at a glance — use it to quickly match reel type to your application.
| Dimension | Semi-Machined | Flat Plate |
|---|---|---|
| Construction | Fabricated body; critical contact surfaces precision-machined | Flanges cut or pressed from flat steel plate; minimal post-fab machining |
| Dimensional Accuracy | Tight bore and flange tolerances; high-speed machine compatible | Relies on plate flatness; looser tolerances acceptable |
| Cost | Higher upfront; lower long-term in precision applications | Lower initial cost; hidden costs possible if misapplied |
| Best Fit | High-speed drawing, fine wire, annealing, repeated cycling | Lower-speed drawing, stranding, shipping, one-way use |
| Reconditioning | Machined surfaces can be re-turned to restore tolerances | Limited scope; deformed plate flanges harder to restore |
What Is a Semi-Machined Reel?
A semi-machined reel is a fabricated steel reel where the overall body is welded or formed, but the surfaces that contact the machine or the wire are precision-machined to tight dimensional tolerances. It sits between a fully machined reel (turned all over) and a raw fabricated reel with no machining at all.
Narco builds these with double-wall curled flanges and all product contact surfaces precisely machined. The double-wall flange adds structural rigidity; the machining controls the dimensions that affect machine fit and wire quality.
Why the Machined Surfaces Matter
Each machined surface serves a specific function:
- Bore and hub — ensures the reel seats correctly on the machine spindle without runout; a sloppy bore fit causes vibration even at moderate speeds
- Flange faces — machined faces prevent wobble during rotation, which at high drawing speeds translates directly to wire tension variation
- Drum surface — controls wire layering consistency from one layer to the next
Manufacturers like Bobinor rate their SM reels for wire drawing up to 60 m/s, balanced to VDI 2060 Q-6.3. Pentre rates their comparable reels above 40 m/s standard, with optional balancing to ISO 1940 for higher-speed applications. These ratings are only achievable because machining controls flange distortion and dynamic imbalance — neither of which a pressed or fabricated-only flange can match at those speeds.
Semi-machined reels manufactured to DIN 46397 are dimensionally standardized and interchangeable across machine brands that specify the same standard. That matters for operations running multiple machine makes or sourcing reels from more than one supplier.
Where Semi-Machined Reels Fit
Semi-machined reels are the standard take-up package for high-speed continuous drawing machines — dancer-type, accumulator-type, and multi-block configurations — where the reel's dimensional accuracy directly affects tension control and die stability.
Typical applications include:
- Fine and medium gauge copper and aluminum wire
- Enameled wire for motor windings and transformers
- Multi-wire drawing (plain or tinned copper, aluminum)
- Wire requiring annealing treatment after drawing
- High-carbon steel, stainless steel, and welding wire on rod breakdown lines
In each case, reel runout has direct downstream consequences. A 2024 review of tension-control algorithms in electrical wire manufacturing models payoff and take-up stages explicitly — the take-up reel isn't just packaging, it's part of the tension-control system.

What Is a Flat Plate Reel?
A flat plate reel is a steel reel where the flanges are fabricated from flat steel plate — cut to shape or pressed — with the flange faces relying on the inherent flatness of the source material rather than post-fabrication machining. The drum and hub are typically welded tube or formed steel sections, and machining is minimal or absent.
The result is a structurally robust flange that handles radial loads well but lacks the dimensional precision of a machined surface. Weld distortion and plate tolerances mean flange runout is typically higher than on a machined equivalent — acceptable for lower-speed and non-precision applications, but problematic on high-speed drawing lines.
The Cost and Manufacturing Advantage
Flat plate construction requires fewer operations, less tooling time, and shorter lead times. For applications where that precision gap doesn't matter, that translates directly into lower cost per reel.
HOWAR's pressed steel process reels illustrate the range this construction covers: 8-rib high-strength variants run from 300–1250 mm flange diameter, built for structural load capacity rather than spindle precision. Their 12-rib lighter shipping reels (300–800 mm) are designed for shipping and lighter-duty handling — not high-speed machine take-up.
Where Flat Plate Reels Fit
Flat plate construction covers a wide range of applications where structural integrity matters more than dimensional precision:
- Lower-speed wire drawing where RPM and surface speed don't demand tight runout control
- Stranding and bunching lines where the reel functions as a process vessel, not a precision machine component
- Wire rope and heavy cable operations — HOWAR's large-diameter structural reels reach up to 60-ton capacity
- Shipping and one-way use, where finished wire or cable goes to customers and the reel doesn't return to a drawing machine
- Welding wire packaging where wire is coiled for end use, not fed into a downstream precision process
"Flat plate reel" describes a construction method, not a single product. Structural variants — single-wall, double-wall, heavily reinforced — exist within this category and affect load capacity, deflection resistance, and service life.
Narco's metal flanged reels (sometimes called pressed flange or buncher reels, built to DIN 46395) and enhanced metal flange reels for heavy cable and rope illustrate the practical range within this construction family.
Which Reel Type Is Right for Your Application?
The decision comes down to five factors: drawing machine speed, wire type, application context, whether the reel will be annealed, and total cost of ownership versus upfront budget.
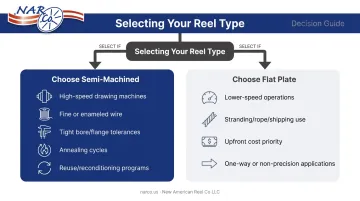
Decision Framework
Choose semi-machined reels when:
- Running high-speed multi-block or continuous drawing machines
- Drawing fine, enameled, or precision wire where tension stability is critical
- Your machine spindle has tight bore and flange tolerance requirements
- Reels will go through annealing treatment cycles
- You're running a reuse program and reconditioning is part of your cost model
Choose flat plate reels when:
- Operating at lower speeds where runout has minimal impact
- The reel's job is stranding, rope making, or shipping rather than precision take-up
- Upfront cost per reel is the primary constraint
- The application is one-way or the reel won't be cycled through a precision drawing machine
The Hidden Cost of Misapplication
Using a flat plate reel on a high-speed drawing machine doesn't just create vibration — it compounds. Wire tension variation causes layer traverse inconsistencies. Uneven layering causes wire surface marking. Flange runout accelerates spindle bearing wear. The savings on the reel itself disappear quickly against wire breaks, increased downtime, and bearing replacement costs.
The reverse is also true: over-specifying semi-machined reels for a shipping application adds real cost with no operational return.
The Reconditioning Advantage
Semi-machined reels carry a long-term cost advantage in reuse programs. Because their critical surfaces are machined, those surfaces can be re-turned to restore dimensional accuracy when wear or damage occurs. Narco's reconditioning services cover straightening and press work for bent or damaged flanges, rim repairs, weld restoration, and dynamic balancing — returning steel reels to serviceable condition and extending equipment life without the cost of replacement.
Flat plate flanges are harder to recondition to dimensional spec. Press work can address physical deformation, but restoring a non-machined surface to a precise tolerance requires machining it — at which point you've changed what the reel is.
For wire manufacturers unsure which reel type fits their specific machine and application, Narco's team has been helping operations make this call since 1999, and can recondition, repair, or custom-fabricate either reel type to spec. Reach out to discuss your requirements at 419-258-2900 or mark@narco.us.
Conclusion
There's no universal winner here. Semi-machined reels belong where precision, speed, and longevity matter. Flat plate reels belong where structural simplicity, cost efficiency, and shipping utility are the priority.
The right choice comes down to three factors:
- Take-up speed: High-speed lines require the balance and runout tolerances only semi-machined reels provide
- Wire type: Finer gauges and surface-sensitive alloys need the flange precision of a machined reel
- Primary function: If the reel is a machine component, it needs to run true; if it's a transport vessel, flat plate construction is sufficient
Get those three factors right and the selection follows logically.
The right reel reduces downtime, protects wire surface quality, and extends service life. If you're unsure which construction fits your line, Narco's team can review your specs and point you in the right direction.
Frequently Asked Questions
What are the different types of wire drawing?
The main categories are single-block (bull block) drawing for coarse or short-run work, and continuous multi-block drawing for fine and medium wire. Multi-block lines running at high speed require semi-machined reels, while single-block or lower-speed setups may work with flat plate options.
How does a wire drawing machine work?
Wire is pulled through progressively smaller carbide or diamond dies to reduce diameter, with powered capstan blocks maintaining tension between passes. The take-up reel must be dimensionally compatible with the machine's spindle and speed requirements, as it functions as part of the tension-control system.
Which reel type is better for high-speed wire drawing machines?
Semi-machined reels are the standard choice. Their precision-machined bore and flange surfaces minimize runout and vibration at drawing speeds, which protects wire quality and spindle bearing life. Flat plate reels are generally not recommended for high-speed drawing machine take-up.
Can semi-machined reels be reconditioned after wear?
Yes. The machined bore, hub, and flange faces can be re-turned to restore dimensional tolerances, making semi-machined reels well-suited for multi-cycle reuse. Narco's reconditioning services include flange straightening, rim repairs, weld restoration, and dynamic balancing.
How does reel type affect wire quality in drawing operations?
Reel runout and imbalance at drawing speed cause wire tension variation, uneven layer traverse, and surface marking on the wire. Semi-machined reels mitigate these risks through tighter dimensional control on the surfaces that interface with the machine spindle and the wire itself.
What is the typical service life difference between semi-machined and flat plate reels?
Semi-machined reels generally offer longer service life because their machined surfaces can be restored through reconditioning. Flat plate reels are often designed for fewer cycles or one-way use, and reconditioning is more limited when flanges were never machined to a tolerance.