Most failures follow predictable patterns. Scorching, poor plasticization, surface defects, uneven wall thickness, and winding problems each trace back to a controllable root cause. Knowing what to look for — and how to respond — is what separates a quick recovery from a prolonged shutdown.
This guide covers the most common extrusion and reel defects, how to diagnose them systematically, and when to repair versus replace the equipment involved.
Key Takeaways
- Common extrusion defects include scorching, poor plasticization, surface lumps, bubbles, and uneven wall thickness
- Reel problems like bent flanges, imbalance, and worn arbor holes are frequently overlooked but directly affect cable quality
- Always identify the root cause before adjusting settings — fix the right thing, not just the symptom
- Steel reels with minor structural damage can often be reconditioned rather than replaced, recovering significant value
- Persistent or recurring reel issues warrant professional inspection and repair
What Are Cable Extrusion and Reel Systems?
A thermoplastic wire extrusion line coats a metal conductor with an insulating layer by feeding resin pellets through a heated screw and barrel, melting them into a homogeneous liquid, then forcing the material through a crosshead die around the wire. The coated wire passes through a cooling trough, gets pulled by a capstan, and winds onto a takeup reel.
Each stage is tightly linked to the next. As Thermoplastics Engineering Corp. describes, capstan speed can be trimmed using laser diameter control to manage product diameter — one example of how a single adjustment ripples across the entire line.
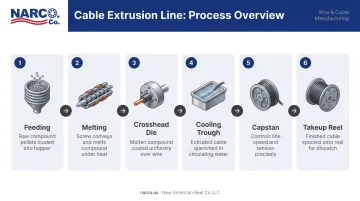
Key stages in a cable extrusion line include:
- Feeding: Resin pellets loaded into the hopper
- Melting: Screw and barrel heat and homogenize the material
- Crosshead die: Molten resin applied around the wire conductor
- Cooling trough: Coated wire solidified in water
- Capstan: Pulls the wire at controlled speed
- Takeup reel: Winds finished cable for storage or shipment
Wire reels and takeup systems are not peripheral to this process. They control payoff tension, winding consistency, and how finished cable is packaged for shipment. Davis-Standard identifies takeups and payoffs as the primary reel-handling components in a wire and cable line. A damaged or imbalanced reel introduces tension variation and winding failures even when the extruder is running correctly — which is why reel condition matters as much as process settings.
Common Problems With Cable Extrusion and Reel Equipment
Most failures in extrusion and reel systems follow recurring patterns. The five categories below cover the most common symptoms — from scorching and surface defects to reel winding problems — along with their likely root causes.
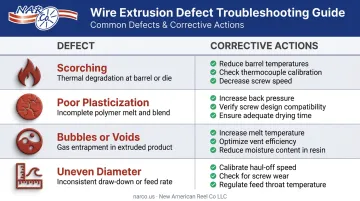
Scorching and Burnt Material
Symptoms: Excessive smoke or pungent odor at the die exit, burnt or discolored particles on the cable surface, popping sounds, or persistent bubbles along seams.
Likely causes:
- Barrel temperature set too high, or a faulty temperature controller reading incorrectly
- Screw not cleaned regularly, allowing degraded material to accumulate and mix with fresh resin
- Machine left idle too long without purging — Teknor Apex's flexible PVC processing guide states material should not remain in the extruder more than 15 minutes at elevated temperatures without purging
Poor Plasticization
Symptoms: Rough or "toad-skin" texture on the cable surface, visible microcracks, dull appearance, unplasticized particles, or a visible seam line in the insulation jacket.
Likely causes:
- Barrel temperature set too low for the material
- Screw and traction speeds running too fast, shortening melt residence time
- Poor-quality or inconsistently blended resin with difficult-to-melt particles
Surface Lumps, Bubbles, and Voids
Symptoms: Raised crystalline points (resin lumps), pinholes or voids in the insulation, or visible foreign particles in cross-section.
Likely causes:
- Moisture in the raw material or cable core — for nylon-based wire compounds, BASF specifies resin moisture before extrusion should be between 0.05% and 0.17% by weight
- Localized overheating or contaminants entering through the hopper
- Loose die head compression causing material degradation at the interface
Uneven Outer Diameter and Wall Thickness Variation
Symptoms: Bamboo-like appearance along the cable, inconsistent diameter measurements, or wall thickness deviating beyond tolerance on one side.
Likely causes:
- Unstable screw or traction speed
- Die size mismatch relative to the core diameter
- Worn haul-off drive components causing speed fluctuation
Reel and Winding Defects
Symptoms: Uneven layering or cable crossing on the reel, cable slipping off flanges, excessive vibration at the takeup, or tension spikes during payoff.
Likely causes:
- Bent or cracked flanges
- Reel imbalance generating vibration at speed
- Worn arbor holes or damaged spindle interfaces
- Improper tension settings at payoff or takeup
How to Diagnose and Fix Cable Extrusion Issues Step by Step
Confirm the root cause before touching any settings — jumping to fixes without diagnosis wastes time and risks compounding the original problem.
Step 1: Identify the Exact Symptom
Observe the cable surface, dimensions, and winding behavior. Note whether the problem is continuous or intermittent, and whether it started at startup, during steady-state production, or after a material or mold change.
Document precisely: defect type, location (surface vs. cross-section), diameter deviation amount, winding pattern. This detail narrows the root cause category fast.
Step 2: Trace to the Root Cause Category
Determine whether the issue is:
- Temperature-related — scorching, poor plasticization, bubbles
- Mechanical — die wear, screw condition, reel damage
- Material-related — moisture, contamination, poor blend
- Speed/tension-related — diameter variation, winding defects
Rule out external factors before touching settings. Confirm the heating system is reading correctly, raw material has been properly dried, and reel and tension devices are mechanically sound.
Step 3: Apply the Correct Fix
| Problem | Fix |
|---|---|
| Scorching | Reduce barrel temperature in 5–10°C increments; clean screw and die head thoroughly; verify temperature controller accuracy; purge before restarting |
| Poor plasticization | Increase barrel temperature; reduce screw and traction speed; inspect material batch quality; consider smaller die to increase back pressure |
| Bubbles or voids | Pre-dry raw material; inspect hopper for contamination; check die head compression; preheat cable core if moisture is suspected |
| Uneven diameter | Stabilize screw and traction drive RPM; verify die size matches core diameter; inspect haul-off belts and motor for slipping |
Step 4: Test and Validate the Fix
Run the line under normal production conditions and monitor diameter, surface quality, and winding behavior through at least one full production run before clearing the batch. Before signing off, confirm:
- Symptom has not recurred under steady-state conditions
- Output dimensions are within tolerance
- No secondary issues have emerged from the adjustment
Reel-Specific Issues: Damage, Imbalance, and Winding Problems
Extrusion process issues get most of the attention in troubleshooting discussions. But reel condition — flanges, cores, spindle interfaces, and rotational balance — has a direct and frequently underestimated impact on winding quality, payoff tension, and finished cable integrity.
Bent Flanges and Structural Damage
Bent, cracked, or deformed flanges cause cable to slip off the edge during winding or create uneven pressure on wound cable that can damage the insulation jacket. Inspect flanges visually and with a straightedge after each production run involving heavy reels or high-speed operation.
Dura-Line's steel reel inspection guidelines provide a practical reference: reels with cracked welds, bent spokes, or excessive rust compromising structural integrity are rejected from service. For reels between 50 and 83 inches, single arbor plates are acceptable; reels from 90 to 120 inches require double arbor plates.
Reel Imbalance and Vibration
An out-of-balance reel generates vibration at the takeup and payoff that introduces tension fluctuations. Those fluctuations translate directly into diameter variation in the extruded cable. Dynamic balancing eliminates this source of process instability, particularly for reels used at high line speeds.
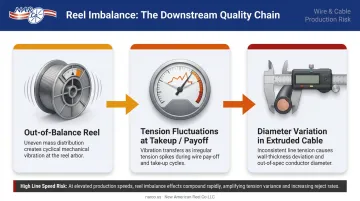
Narco includes dynamic balancing as a standard component of its reel reconditioning process for steel reels from 3" to 96" (75mm to 2400mm).
Worn Arbor Holes and Spindle Interfaces
Worn or deformed arbor holes cause the reel to run off-center on the spindle, producing side-to-side oscillation that affects layering accuracy and can introduce winding irregularities throughout the spool. Dura-Line's inspection standard specifies that arbor holes must be exactly 3-1/4 inches wide to be acceptable for return to service.
Narco's custom reconditioning services include arbor tube restoration and drive pin hole replacement, with welding and machining capabilities to return worn holes to specification.
Core and Hub Damage
A collapsed or cracked reel core causes inconsistent inner layer winding, and cable deformation can develop under the weight of outer layers during storage or transit. Cores with visible cracking, crushing, or permanent deformation should be assessed for repair feasibility before returning to service. Reuse based on outward appearance alone risks introducing damage that compounds with each production cycle.
When to Repair vs. Replace Your Reel
Three factors drive the repair-versus-replace decision: the extent of structural damage, repair cost relative to replacement, and whether the root cause is likely to recur.
Recondition when:
- The reel shows surface wear, minor flange deformation, or worn arbor holes
- Flanges can be straightened and machined back to specification
- The core and structural welds are intact
- The reel is a large or custom-dimensioned drum where replacement cost is significant
Narco reconditions steel reels from 3" to 96" in diameter, with standard services covering flange straightening, rim repairs, blasting and painting, and dynamic balancing. Custom services extend to complete refurbishment — arbor tube replacement, drive pin hole repairs, and precision machining — so most structurally sound reels can be brought back to spec rather than scrapped.

Replace when:
- The core has collapsed or cracked through
- Multiple failure points exist simultaneously
- The reel has been reconditioned multiple times and no longer holds tolerance reliably
- Safety is compromised and repair cannot restore structural integrity
When the damage falls somewhere in between, a hands-on assessment is the most reliable way to decide. Narco's team can evaluate the reel's condition and recommend whether reconditioning makes sense or whether replacement is the better call.
Preventive Maintenance to Keep Your Extrusion Line Running
Consistent preventive maintenance reduces scrap, prevents unplanned shutdowns, and extends equipment lifespan. Run-time-based programs outperform calendar-based schedules when equipment utilization varies — Graham Engineering recommends building your intervals around actual operating hours.
Extrusion Equipment Checklist
- Clean screws and die heads at every material or color change and after any scorching event
- Verify temperature controller accuracy on a scheduled basis — a miscalibrated controller is a common hidden cause of recurring defects
- Pre-dry all raw materials per the resin manufacturer's specification before loading
- Davis-Standard recommends changing gearcase oil every 6 months or 4,000 operating hours and measuring screw OD and barrel ID annually
Reel-side maintenance follows a similar logic: catch small problems before they become line-stopping failures.
Reel System Checklist
- Inspect flanges, core condition, arbor holes, and spindle fit before each reel enters service
- Schedule periodic dynamic balancing for reels used at high line speeds
- Maintain repair history records for each reel — units reconditioned multiple times are candidates for retirement, and that record prevents the cycle of diminishing repairs
Conclusion
Most cable extrusion and reel problems — from scorching and poor plasticization to reel imbalance and winding defects — are predictable and fixable. The key is a consistent approach: identify the symptom, confirm the root cause, apply the targeted fix, then validate before clearing production.
The reel system is as important to cable quality as the extruder itself. Maintaining reels through regular inspection, reconditioning when damage is caught early, and professional repair for more significant structural issues protects both product quality and production efficiency long-term. If you're seeing winding irregularities, tension spikes, or vibration at your takeup, the reel is the place to start — not the process settings. Narco has specialized in reel reconditioning, repair, and fabrication since 1999 and can help you get your reel system back in spec.
Frequently Asked Questions
What are the common defects in extrusion?
The most frequent defects are scorching, poor plasticization, surface lumps or bubbles, voids in the insulation, and uneven wall thickness or diameter variation. Each traces back to a controllable root cause — temperature setting, screw speed, material quality, or moisture content.
What is the most common cause of cable failure?
Insulation defects introduced during extrusion — voids, uneven wall thickness, and poor plasticization — are leading contributors, alongside physical damage from improper handling or storage. A 2025 MDPI review also identifies thermal-oxidative aging, moisture ingress, and electrical treeing as significant degradation pathways over a cable's service life.
What causes bubbles or voids in extruded cable insulation?
Bubbles most commonly result from moisture in the raw material or cable core, localized overheating, or gas that was not purged before production resumed. Pre-drying materials to spec and controlling temperature zone by zone are the primary corrective actions.
How do I know if my wire reel needs repair or replacement?
Reels with bent flanges, worn arbor holes, or minor structural damage are strong candidates for reconditioning — straightening, welding, and machining can restore most steel reels to near-original performance. Reels with collapsed cores, cracked structural welds, or repeated failure after prior repair should be replaced outright.
How often should cable extrusion equipment be cleaned and calibrated?
Screws and die heads should be thoroughly cleaned at every material or color change and after any scorching event. For temperature calibration, follow the manufacturer's recommended schedule — or establish a run-time-based interval if utilization varies significantly.
Can a damaged reel affect cable extrusion quality?
Yes. A bent flange, imbalanced reel, or worn spindle interface introduces tension variation and vibration into the takeup system, which directly affects winding consistency. In high-speed operations, reel imbalance can also cause diameter deviation in the extruded cable itself.